中空成形製品の形状データ採取
| 中空成形製品のCTスキャン例 |

中空成形技術の解析にリバースエンジニアリングを利用 |
中空成形

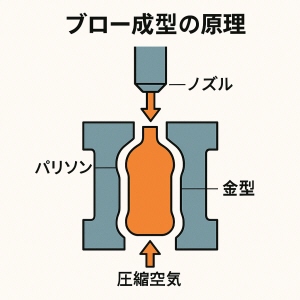
1. ブロー成形工程
◆パリソンの押出:
ブロー成形では、加熱して溶かした樹脂を押出機からチューブ状に連続して押し出し、これを「パリソン」と呼びます。パリソンは金型内に垂れ下がるように供給され、金型で挟み込まれた後、内部に空気を吹き込むことで金型形状に膨らみます。パリソンの厚みや温度管理は、製品の肉厚・強度・外観品質を左右する重要な工程です。
熱可塑性樹脂を加熱し、チューブ状のパリソンを押し出します。
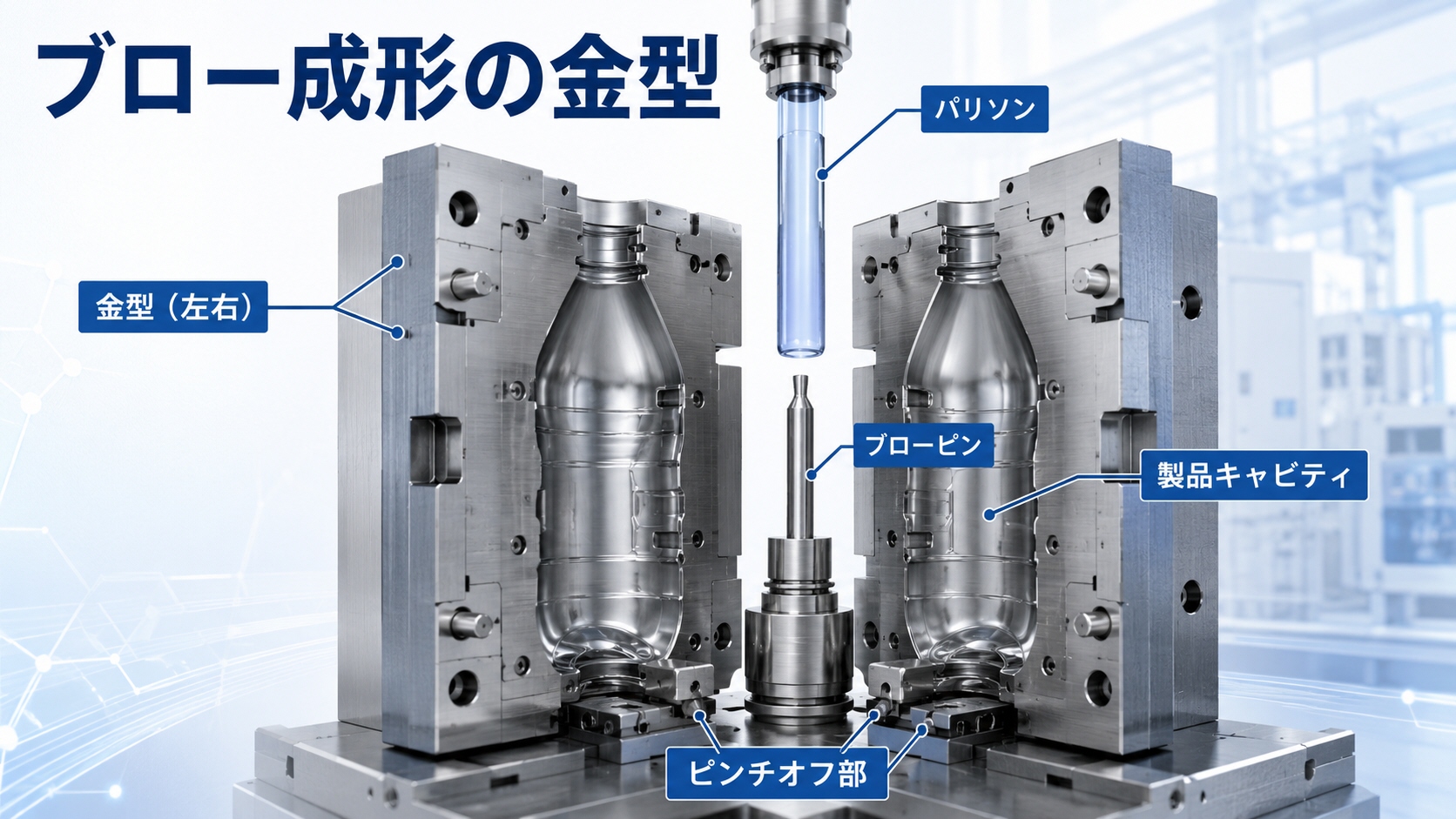
◆パリソンのクランプ:
押し出されたチューブ状の溶融樹脂パリソンを、左右の金型で挟み込む工程です。金型が閉じることでパリソンの上下端や周囲が密閉され、空気を吹き込む準備が整います。クランプ時の位置ずれや挟み込み不良は、バリ・肉厚ムラ・成形不良の原因となるため、金型の閉じ精度とタイミング管理が重要です。
◆ブロー:
金型で挟み込まれたパリソン内部に圧縮空気を吹き込み、溶融樹脂を金型内面へ押し広げる工程です。樹脂は金型形状に沿って膨らみ、容器や中空部品の形状が形成されます。空気圧、吹込み時間、樹脂温度の管理が不十分だと、肉厚ムラ・変形・破れ・外観不良につながるため、品質を左右する重要な工程です。
◆冷却と固化:
空気で膨らませた樹脂を金型内面に密着させたまま冷却し、製品形状を安定させる工程です。金型内の冷却水路などで熱を奪い、溶融状態の樹脂を固化させます。冷却が不足すると変形・収縮ムラ・寸法不良が発生し、冷却しすぎるとサイクル時間が長くなるため、温度管理が重要です。
◆取り出しと仕上げ:
冷却・固化した製品を金型から取り出し、不要なバリや口部・底部の余分な樹脂を除去する工程です。取り出し時は変形やキズを防ぐため、温度や保持状態に注意します。その後、トリミング、穴あけ、外観検査、寸法確認などを行い、容器や中空部品として使用できる状態に仕上げます。
2. ローテーショナルモールディング工程
◆材料の投入:
粉末状または粒状の樹脂材料を、開いた金型内に必要量入れる工程です。製品の大きさや肉厚に合わせて投入量を正確に管理し、顔料や添加剤を混合する場合もあります。材料量が不足すると薄肉や強度不足、過多になると重量増加や成形不良につながるため、安定した品質を得る重要な準備工程です。
◆回転と加熱:
材料を入れた金型を加熱炉内で縦横にゆっくり回転させる工程です。金型が温まることで樹脂粉末が溶け、内面全体に均一に付着していきます。回転速度や加熱温度、加熱時間の管理が不十分だと、肉厚ムラ・未溶融・気泡・強度不足の原因となるため、製品品質を左右する重要な工程です。
◆冷却と固化:
加熱により金型内面へ均一に付着した樹脂を、金型を回転させたまま冷却し、製品形状を安定させる工程です。空冷や水冷によって樹脂を固化させ、反りや収縮ムラを抑えます。冷却速度が不適切だと、変形・ひけ・内部応力・寸法不良の原因となるため、温度と冷却時間の管理が重要です。
◆取り出しと仕上げ:
冷却・固化した製品を金型から取り外し、不要なバリや開口部の余分な樹脂を除去する工程です。取り出し時は変形やキズを防ぐため、製品温度や脱型タイミングに注意します。その後、穴あけ、トリミング、外観検査、寸法確認などを行い、中空成形品として使用できる状態に仕上げます。
これらの工程により、軽量かつ強度の高い中空製品が効率的に製造されます。
最新の中空成形技術は、特に軽量バイクフレームの製造で注目されています。コンピューターによる計算で最適なチューブ直径を決定し、優れた重量剛性比を実現しています。この技術により、高い柔軟性とねじりに対する強い剛性が確保されています。また、特性の異なるカーボン素材をバランスよく使用し、衝撃吸収性と高剛性を両立させています。
 |
| <トップページ> |