3Dスキャンで読み解く技術の巧み
3Dスキャンについて
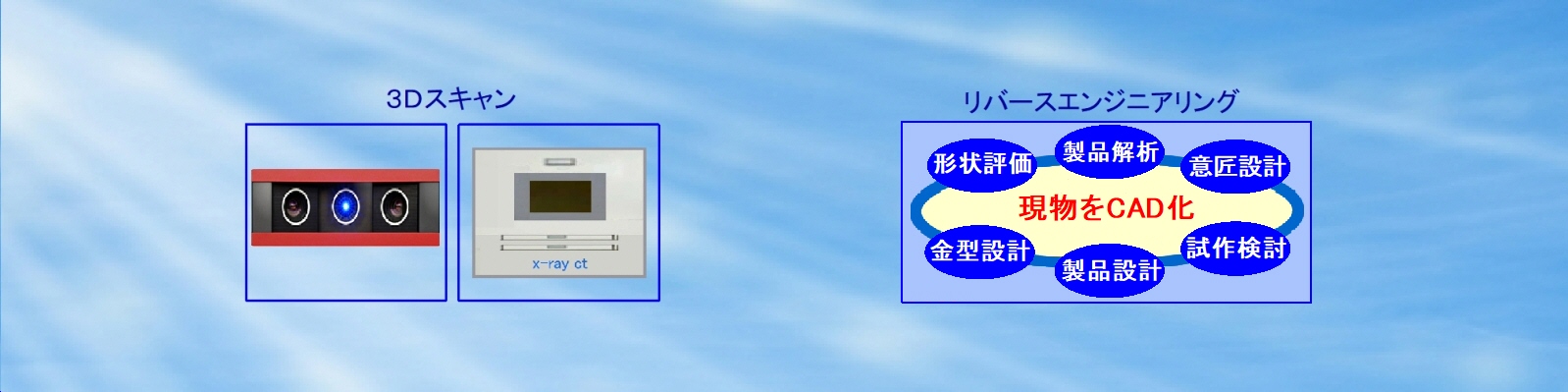
3Dスキャンは、物体の形状を非接触で計測し、三次元データ(点群データ・ポリゴンメッシュ)として取得する技術です。目的に応じて、設計図面のない部品の再設計や、製造精度検証、摩耗・変形の解析などに利用されます。モノづくりにおける3Dスキャン技術、製造や設計効率化品質向上、リバースエンジニアリングなどに活用されています。
高精度な測定が可能ですが、温度変化、振動、周囲の光、ほこり、設置スペースの制約など、作業環境によって結果が左右されます。また、大型部品や現場測定では機器の搬入性や測定姿勢も課題になります。安定した品質を確保するには、測定環境に応じた準備と運用が欠かせません。<大型のワークはハンディ式を使用>
光学式3Dスキャナー、光を利用して対象物の表面形状を非接触で測定し、3次元データとして取得する装置です。対象物に白色光、青色光、LED光、構造化光などを照射し、その反射パターンや画像の変化をカメラで読み取ることで、形状を点群データとして記録します。
工業分野では、金型、樹脂成形品、鋳造品、機械加工部品などの寸法測定、品質検査、摩耗確認、リバースエンジニアリングに活用されます。接触せずに測定できるため、柔らかい部品や複雑な自由曲面にも対応しやすいのが特徴です。
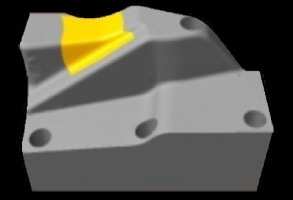
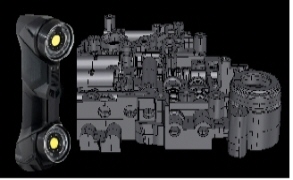
| ATOSスキャナーは、青色の構造化光を対象物に投影し、2台のカメラで形状を読み取る工業用3Dスキャナーです。非接触で複雑な曲面や細部形状を高精度に取得でき、金型、鋳造品、樹脂成形品、機械部品などの寸法検査やCAD比較、リバースエンジニアリングに活用されます。取得した点群・メッシュデータにより、反り、摩耗、変形、加工誤差を可視化できます。 |
| 光学式スキャンシステム:レーザー光やパターン光を当ててその反射光を分析し、物体の距離や形状を計測する仕組み |
|---|
 |
ハンディ型3Dスキャナー、作業者が手に持って対象物の周囲を移動しながら、形状を非接触で立体計測する装置です。レーザーや構造化光を対象物に照射し、反射した光をカメラやセンサーで読み取ることで、表面形状を点群データとして取得します。大型部品、金型、鋳造品、機械部品など、固定式測定機では測りにくい対象にも対応しやすいのが特徴です。
取得した点群データは、ポリゴンメッシュ化やCADデータ化に利用され、寸法検査、摩耗確認、リバースエンジニアリング、品質管理、修理・再製作などに活用されます。現場で素早く測定できる一方、光沢面や透明材では反射の影響を受けやすく、必要に応じてマットスプレー処理やキャリブレーションが重要になります。
| レーザー式スキャンシステム:レーザー光が対象物にあたり、反射する際の時間差や光の位相変化を測定することで、距離や形状を捉える仕組み |
|---|
 |
CT式3Dスキャナー、X線を使って対象物の内部と外部形状を非破壊で測定し、3次元データとして取得する装置です。対象物を回転させながらX線を照射し、透過したX線を検出器で読み取ることで、多方向からの断面画像を取得します。その断面画像を再構成することで、内部構造を含む3Dモデルを作成します。
工業分野では、鋳造品、ダイカスト部品、樹脂成形品、電子部品、複合材などの検査に活用されます。外観からは確認できない鋳巣、気泡、亀裂、内部空洞、肉厚変化、組立内部のズレなどを可視化できる点が大きな特徴です。
また、取得したデータは寸法測定、欠陥解析、CAD比較、リバースエンジニアリングにも利用できます。一方で、金属の厚みや材質によってはX線が透過しにくく、装置コストや撮影時間も比較的大きいため、目的に応じた条件設定が重要です。
| CT式スキャンシステム:対象物にX線を照射することで、内部構造の透過像を取得、回転させた連続撮影データから、X線CTデータを取得 |
|---|
 |
3DスキャンデータからCADモデリング
3DスキャンデータからCADモデリングに移行するプロセスは、多くの産業で役立つ技術です。主にリバースエンジニアリングや品質検査などで使用されます。このプロセスにはいくつかの重要なステップがあります。
1.3Dスキャン:
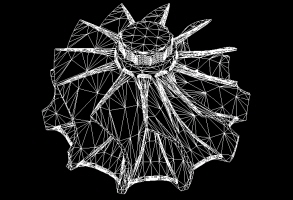
物理的なオブジェクトを3Dスキャナーでスキャンし、点群データ(多数の点で構成されるデータ)を生成します。このデータは、オブジェクトの形状とサイズを正確に表現します。
製品や部品の形状を非接触で高精度に読み取り、デジタルデータ化する技術。取得したデータは、寸法測定、形状比較、品質検査、CAD化、リバースエンジニアリングなどに活用されます。試作から量産、保守まで幅広い工程で役立ち、モノづくりの効率化、品質向上、開発期間の短縮に貢献します。
2.データクリーニング:
スキャンデータにはノイズや不要な情報が含まれていることがあります。このステップでは、ノイズの除去やデータの修正を行い、解析やモデリングのためのクリーンなデータセットを準備します。
取得した点群やメッシュから不要なノイズ、浮遊点、重複部分、欠損や乱れを整理し、正確で扱いやすいデータに整える工程です。これにより、寸法測定、形状比較、CAD化、解析など後工程の精度と作業効率が向上し、モノづくりにおける品質の安定化につながります。
3.データ変換:
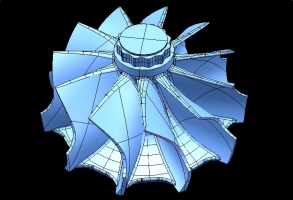
点群データをCADソフトウェアが扱える形式に変換します。これには通常、点群データをサーフェスモデルやソリッドモデルに変換する作業が含まれます。
3Dスキャンで取得した点群データやメッシュデータを、目的に応じて別の形式へ変換する工程です。測定用、CAD用、解析用など適切なデータに整えることで、後工程での作業効率や活用範囲が向上します。モノづくりにおいては、設計・検査・解析をつなぐ重要な役割を担います。
4.CADモデリング:
変換されたデータを基にCADソフトウェアを使用して、正確な3D CADモデルを作成します。このモデルは、製造、分析、または他の設計タスクに使用されます。
CADモデリング、スキャンデータや図面、設計意図をもとに、製造や検査、解析に活用できる3次元CADデータを作成する工程です。形状を正確に再構築することで、寸法確認、設計変更、金型製作、部品再製作など幅広い用途に対応できます。モノづくりにおける実用的な設計データづくりの重要な工程です。
5.検証と修正:
最後に、元のスキャンデータとCADモデルを比較し、正確性を検証します。必要に応じてモデルの修正や改良を行います。
スキャンデータやCADモデルをもとに、寸法差、形状のずれ、面の乱れ、設計意図との不一致などを確認し、必要に応じて調整・修正する工程です。これにより、後工程での加工、組立、検査に適した品質と精度を確保でき、モノづくり全体の信頼性向上につながります。
このプロセスを効率的に行うためには、適切な3DスキャナーとCADソフトウェアの選定が重要です。また、スキャンからモデリングまでの各ステップでの専門知識も必要とされます。
| ①点群 | ②ポリゴン | ③モデリング |
|---|---|---|
 |
 |
 |
3Dスキャンの用途
3Dスキャンは、物理的な対象物の形状や寸法をデジタルデータとして取得し、3Dモデルを作成する技術です。主に以下の用途で活用されます。
リバースエンジニアリング:
既存の部品や製品をデジタル化し、再設計や改良を行う。
製品や部品を分解・計測・解析し、その構造や仕組み、寸法、材質、製造方法などを明らかにする手法です。図面のない部品の復元、改良設計、不具合解析、保守部品の再製作などに活用されます。ただし、知的財産権や契約条件に配慮し、適正な目的と範囲で行うことが重要です。
品質検査・寸法測定:
製造後の部品の寸法精度をチェックし、不良を発見。
品質検査・寸法測定は、製品が図面や仕様どおりに作られているかを確認するための重要な工程です。寸法、形状、位置ずれ、表面状態などを測定し、不良やばらつきを早期に発見します。これにより品質の安定化、組立性の確保、クレーム防止、製造工程の改善につながります。精度が求められる部品ほど、検査と測定の重要性は高まります。
デジタルアーカイブ:
文化財・製品・図面・資料などをデジタルデータとして記録・保存し、将来にわたって活用できるようにする取り組みです。写真、3Dスキャン、CT、文書電子化などを用いて形状や情報を高精度に残し、劣化や紛失への備え、研究、教育、展示、復元、技術継承に役立てます。現物に直接触れずに確認・共有できる点も大きな利点です。
| 製品解析 フィードバック |
金型更新 2番金型 |
文化財 デジタル化 |
|---|---|---|
 |
 |
 |
<3Dスキャンを利用したモノづくり>
<ユニバーサルデザイン3dスキャン>
<プロダクトデザインの3dスキャン>
<フィギュアモデルのデジタル化ページ>
最新トレンド
最近は、AIによるノイズ除去や自動補完技術が進化し、より精度の高いスキャンが可能になっています。また、産業用ロボットと組み合わせた自動スキャンシステムの導入が進んでおり、無人化・省人化の取り組みが加速しています。
3Dスキャン技術は、リバースエンジニアリングや品質管理、カスタム製造など幅広い分野で活用されており、産業用ロボットやAIとの組み合わせによってさらに可能性が広がっています。
 |
CADの互換性
CADの互換性では、使用するファイル形式の違いによって、形状の再現性・編集性・データ容量・他ソフトでの読み込み精度が変わります。特に3D CADでは、設計意図まで保持できる形式と、見た目の形状だけを渡す形式を区別することが重要です。
ファイル形式の違い:
| 形 式 | 特 徴 | 向いている用途 | 注意点 |
| STEP(.stp / .step) | 多くのCADで使える中間形式。ソリッド形状や面情報を比較的安定して受け渡せる | CAD間のデータ交換、設計・製造データ共有 | 履歴や拘束条件などの設計意図は基本的に失われる |
| IGES(.igs / .iges) | 古くから使われる中間形式。主にサーフェスや線・点の受け渡しに使われる | 古いCADとの互換、曲面データ共有 | 面のつながりが切れたり、ソリッド化できない場合がある |
| Parasolid(.x_t / .x_b) | Parasolid系CADで高精度に受け渡しやすい形式 | SolidWorks、NX、Solid Edgeなどとの連携 | 非Parasolid系CADでは相性に差が出る |
| STL(.stl) | 三角形ポリゴンで形状を表す形式。3Dプリントやスキャンデータで多用 | 3Dプリント、簡易形状確認、メッシュデータ | 寸法・面・履歴がなく、設計用CAD編集には不向き |
| OBJ(.obj) | メッシュ形状に加え、色やテクスチャ情報を扱える | CG、可視化、スキャンデータ表示 | 工業設計用の精密CADデータとしては不向き |
| DXF / DWG | 2D図面や一部3Dデータの交換に使われる | 図面共有、レーザー加工、板金展開 | リバースエンジニアリングCADとの互換性なし |
互換性で起きやすい問題
CAD間でデータを変換すると、フィレットが欠ける、面が分割される、穴がずれる、ソリッドがサーフェスになる、寸法公差が変わるといった問題が起きることがあります。これは、CADごとに形状計算の方式、許容誤差、面の扱い方が異なるためです。
製造業での使い分け
設計・加工・解析で使う場合は、基本的にSTEPやParasolidが向いています。3Dプリントやスキャンデータ確認ではSTLが便利ですが、金型・機械部品の設計変更や公差管理には不向きです。
CAD互換性を考える際は、単に「開ける形式」ではなく、編集できるか、寸法精度を保てるか、面が正しくつながるか、製造工程で使えるかを確認する必要があります。目的に応じて形式を選ぶことで、変換後の修正工数や加工トラブルを減らせます。
データの細部の損失:
CADデータを別のCADソフトや中間ファイル形式へ変換すると、元データに含まれていた細かな形状情報や設計意図が失われることがあります。見た目は同じように見えても、フィレット、微小R、穴位置、面のつながり、公差情報などが正しく再現されない場合があります。
特に、STEP・IGES・STLなどの形式に変換する際は、履歴、拘束条件、寸法パラメータ、加工条件などが失われやすくなります。その結果、再編集が難しくなったり、加工・解析・金型製作で修正作業が必要になることがあります。
損失しやすい細部
| 項 目 | 起きやすい問題 |
| フィレット・微小R | R形状が分割されたり、欠けたりする |
| 面のつながり | サーフェス間に隙間や段差が出る |
| 小さな穴・溝 | 変換時に省略、または形状が崩れる |
| 寸法・公差情報 | 設計上の許容差が伝わらない |
| 設計履歴 | 押し出し・回転・穴加工などの履歴が消える |
| 材質・属性情報 | 材料、色、注記、加工情報が失われる場合がある |
ソフトウェアのバージョンの違い:
CADの互換性:ソフトウェアのバージョンの違い
CADデータは、同じソフト同士でもバージョンの違いによって開けない、正しく表示されない、編集できない場合があります。新しいバージョンで作成したデータは、古いバージョンでは対応していない機能や形状計算を含むことがあり、読み込み時にエラーや形状欠落が発生することがあります。
特に、フィレット処理、複雑なサーフェス、アセンブリ構成、拘束条件、材料属性、注記情報などは、バージョン差の影響を受けやすい部分です。見た目は開けても、履歴が消えたり、部品の位置関係がずれたり、編集機能が制限されることがあります。
起きやすい問題
| 項 目 | 内 容 |
| 旧バージョンで開けない | 新しいCADで作成したデータを古いCADが読み込めない |
| 機能差による形状崩れ | 新機能で作った面・R・穴形状が正しく再現されない |
| 履歴・拘束条件の消失 | フィーチャー履歴や寸法拘束が編集不能になる |
| アセンブリのずれ | 部品配置や合致条件が正しく反映されない |
| 属性情報の欠落 | 材料、色、注記、加工情報が失われる場合がある |
| 変換エラー | 保存形式や内部カーネルの違いで読み込みに失敗する |
特定の機能やカスタム要素の問題:
特定のソフトウェアでのみ利用可能な特別な機能やカスタム作成された要素は、他のCADシステムで正しく表示や利用ができない可能性があります。
CADデータは、使用するソフト独自の機能やカスタム要素を含んでいると、別のCADソフトで正しく再現できない場合があります。例えば、特殊なフィーチャー、独自の拘束条件、マクロ、カスタム部品ライブラリ、材料設定、注記テンプレートなどは、他ソフトでは対応していないことがあります。
その結果、形状は表示できても編集履歴が消えたり、部品配置がずれたり、属性情報が欠落したりします。特に金型設計や機械装置では、標準部品、冷却水路、ゲート、ランナー、加工条件などの情報が失われると、製造工程で再確認や再設定が必要になります。
起きやすい問題
| 項 目 | 内 容 |
| 独自フィーチャー | 特定CAD専用の穴加工、リブ、フィレット、曲面機能が再現されない |
| カスタム部品ライブラリ | ボルト、治具、金型部品などが参照切れになる |
| 拘束条件・合致条件 | アセンブリ内の部品位置関係が崩れる |
| マクロ・自動化設定 | 自動配置、寸法更新、部品表生成が動作しない |
| 材料・表面処理設定 | 材質、色、質量、表面処理情報が失われる |
| 注記・テンプレート | 図面枠、記号、寸法注記、社内ルールが反映されない |
標準化されたファイル形式の使用:
STEPやIGESのような業界標準のファイル形式を使用して、異なるCADソフトウェア間での互換性を高めることができます。
CADデータの互換性を高めるには、特定のCADソフト専用形式だけでなく、標準化された中間ファイル形式を使用することが重要です。代表的な形式には、STEP、IGES、Parasolid、DXF、STLなどがあります。これらを使うことで、異なるCADソフト間でも形状データを受け渡しやすくなります。
特に製造業では、3D形状の共有にはSTEP、3DプリントやスキャンデータにはSTLがよく使われます。ただし、標準形式でも設計履歴、拘束条件、細かな属性情報は失われる場合があるため、変換後の確認が必要です。
主な標準形式と用途
| 形 式 | 主な用途 | 特 徴 |
| STEP | 3D CADデータ交換 | ソリッド形状の受け渡しに強く、汎用性が高い |
| IGES | 曲面・線・点データ交換 | 古いCADやサーフェスデータの共有に使われる |
| Parasolid | 機械部品・精密形状共有 | Parasolid系CAD間で安定しやすい |
| DXF / DWG | 2D図面・加工データ | 図面、板金、レーザー加工などで使用 |
| STL | 3Dプリント・スキャンデータ | 三角形メッシュ形式。編集用CADには不向き |
データ変換ツールの利用:
CADの互換性を確保するには、異なるCADソフト間でデータを受け渡すためのデータ変換ツールを利用することが有効です。専用ツールを使うことで、STEP、IGES、Parasolid、DXF、STLなどの形式へ変換し、他ソフトでも読み込みやすいデータにできます。
ただし、変換時にはフィレット、微小R、面のつながり、アセンブリ構成、材料属性、注記情報などが失われる場合があります。そのため、変換後は必ず形状確認、寸法チェック、干渉確認を行うことが重要です。
利用時のポイント
| 項 目 | 内 容 |
| 対応形式の確認 | 受け渡し先CADが対応する形式を事前に確認する |
| 変換設定の調整 | 単位、精度、面の分割、メッシュ密度などを適切に設定する |
| 形状チェック | 変換後に欠損、隙間、面反転、フィレット崩れを確認する |
| 寸法確認 | 重要寸法や公差が維持されているか検査する |
| 属性情報の確認 | 材質、色、注記、部品名などが残っているか確認する |
| 元データの保管 | 再変換や修正に備えてネイティブデータを保存する |
バージョン管理:
プロジェクトチーム内で使用するCADソフトウェアのバージョンを統一することで、バージョンによる互換性の問題を避けることができます。
CADの互換性を安定させるには、データのバージョン管理が重要です。CADデータは、作成・修正・変換を繰り返す中で、形状変更、寸法変更、部品構成の更新、属性情報の修正などが発生します。管理が不十分だと、古いデータを使って加工したり、修正前後の違いが分からなくなる恐れがあります。
特に複数人で設計・製造・検査を行う場合は、ファイル名、更新日、作成者、変更内容、使用CADのバージョンを明確にしておくことが大切です。これにより、誤使用や手戻りを防ぎ、最新データを正しく共有できます。
管理時のポイント
| 項 目 | 内 容 |
| 版数の明記 | v1、v2、Rev.A、Rev.Bなどで変更履歴を区別する |
| 変更内容の記録 | 寸法変更、形状修正、材質変更などを残す |
| 使用CADの記録 | ソフト名、バージョン、保存形式を明確にする |
| 承認状態の管理 | 作業中、確認中、承認済み、製造用を区別する |
| 旧データの保管 | トラブル時に戻せるよう過去版も保存する |
| 共有ルールの統一 | ファイル名や保存場所を社内で統一する |
CADデータの互換性の問題は複雑であり、場合によっては専門的な知識や技術が必要になることもあります。
リバーエンジニアリング出力形式=IGES X_B X_T STEP、STL
| 中間ファイル異なるカーネルで作られたCADデータ |
CAD間互換性共通ルール策定が鍵拡張子の互換 | CAD間のトレランスモデリングトレランスの値 |
|---|---|---|
 |
 |
 |
問題点と課題
工業用3Dスキャン(工業3Dスキャニング)は、製造業・品質管理・リバースエンジニアリングなどで重要な技術ですが、以下のような問題点や課題があります。
精度の限界
・高精度を求めると、高価なスキャナーや厳密なキャリブレーションが必要。
・表面材質や反射率により、誤差が発生(例:光沢・透明・黒色など)。
3Dスキャンは高精度に形状を取得できる技術ですが、鏡面や透明体、黒色材、深い溝や隠れた部分などは正確に測定しにくい場合があります。また、装置性能だけでなく、測定条件や対象物の状態によっても精度は左右されます。そのため、目的に応じた機器選定、前処理、測定方法の工夫が重要です。
スキャン困難な材質・形状
・鏡面仕上げや透明体はレーザー・光学式スキャナーでは取りづらい。
・複雑な内部構造や、深い穴・影になる部分などがスキャンしにくい。
3Dスキャンでは、透明材、黒色材、光沢の強い鏡面材などは光の反射や透過の影響を受けやすく、正確な測定が難しい場合があります。また、深い溝、細い穴、鋭いエッジ、入り組んだ形状、死角の多い部品もデータ欠損が起こりやすく、測定精度の確保には工夫が必要です。
大量データの処理・管理
・高解像度でスキャンすると、データ量が非常に大きくなる。
・後処理(ノイズ除去、メッシュ化、STL変換など)に手間や高度なソフトウェアが必要。
3Dスキャンでは、高精度化に伴って点群やメッシュのデータ量が大きくなり、処理負荷や保存容量の増加が課題になります。また、データの整理、検索、共有、版管理が不十分だと、後工程での活用効率が低下します。そのため、用途に応じた軽量化や管理ルールの整備が、安定した運用に欠かせません。
スキャン速度とコスト
・高速スキャンを実現しようとすると、システムのコストが増加。
・一部自動化が難しく、人手による準備や作業が必要なことも多い。
3Dスキャンは、従来の手測定に比べて効率よく形状を取得できる一方で、高精度な測定や複雑形状への対応では、準備、測定、データ処理に時間とコストがかかります。また、機器の性能、対象物の大きさ、求められる精度によっても負担は変わります。用途に応じた最適な運用が重要です。
作業環境の制限
・照明条件、温度変化、振動などによってスキャン精度が左右される。
・工場内など過酷な環境では、スキャナー自体の保護や安定性の確保が必要。
3Dスキャンは高精度な測定が可能ですが、温度変化、振動、周囲の光、ほこり、設置スペースの制約など、作業環境によって結果が左右されます。また、大型部品や現場測定では機器の搬入性や測定姿勢も課題になります。安定した品質を確保するには、測定環境に応じた準備と運用が欠かせません。
キャリブレーションと操作性
・スキャナーやターンテーブルなどの定期的なキャリブレーションが必要。
・オペレーターの熟練度が品質に影響することもあります。
3Dスキャンでは、装置本来の性能を維持するために定期的なキャリブレーションが欠かせません。また、測定距離、角度、解像度設定、スキャン手順など操作条件によって取得データの品質は大きく左右されます。そのため、安定した精度を確保するには、適切な校正とともに、作業者の理解と操作技術の向上が重要です。
工業用途・リバースエンジニアリングを前提の3Dスキャンの主な問題点 → 現実的な解決策を「工程別」に整理します。
(現場で効く”対策に絞っています)
① 対象物に起因する問題点と解決策
| 問題点 | 原因 | 解決策(実務) |
|---|---|---|
| 光沢・鏡面でスキャン不可 | 反射・乱反射 | ✔ マットスプレー塗布(昇華タイプ推奨) |
| 透明・半透明が取れない | 光が透過 | ✔ 白色スプレー/造影剤+CT併用 |
| 黒色でノイズ多発 | 光吸収 | ✔ 明度補正スプレー+露光設定最適化 |
| 薄肉・エッジが丸まる | 解像度限界 | ✔ 解像度を上げる+後工程で設計復元 |
② 点群・メッシュデータの解決策
| 問題点 | 内容 | 解決策 |
|---|---|---|
| ノイズ・外れ点 | 周囲反射・環境光 | ✔ AIノイズ除去+手動マスク併用 |
| 欠損(穴あき) | 死角・奥部 | ✔ 再スキャン+姿勢変更/CT併用 |
| 解像度不足 | 微細Rが潰れる | ✔ 必要部位のみ高解像度スキャン |
| メッシュ歪み | 三角形が不均一 | ✔ リメッシュ(均一化)+平滑制御 |
③ CAD化(リバースエンジニアリング)の解決策
| 問題点 | よくある失敗 | 解決策 |
|---|---|---|
| スキャン形状をそのままCAD化 | 摩耗・歪みを固定 | ✔ 理想形状に「設計復元」自動面 |
| フィレットが崩壊 | 自由曲面化 | ✔ 円筒・平面・Rの再定義 CADモデリング |
| 基準面が不明 | 組立不可 | ✔ 機能基準面を再設定 CADモデリング |
| 公差が持てない | 量産不可 | ✔ JIS/ISO前提で再設計 CADモデリング |
④ 自動化が難しい解決策(重要)
| 領域 | 対応 |
|---|---|
| スキャン 光学式 レーザー式 CT式 機器選択 | ✔ ロボット+自動化可 |
| ノイズ除去 | ✔ 専用ソフトウェア利用 |
| CAD化 自動面とモデリング面 | ▲ 半自動(テンプレ化) |
| 設計判断 | ✕ 人が必須 CADモデリング |
⑤ 精度・測定用途の問題点と解決策
| 問題点 | 解決策 |
|---|---|
| 絶対精度が不安定 | ✔ 定期キャリブレーション |
| 温度影響 | ✔ 恒温環境で実施 |
| 測定用途で誤解 | ✔ CMM/ゲージと併用 |
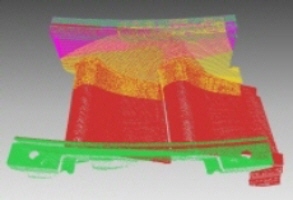
| CADとの差評価 | ✔ 偏差解析(カラーマップ) |
⑥ 問題点 × 解決策 まとめ表(現場用)
| フェーズ | 問題 | 解決の要点 |
|---|---|---|
| スキャン | 反射・透過 | 前処理(スプレー) |
| データ | ノイズ・欠損 | AI+再スキャン |
| CAD化 | 設計崩壊 | 設計復元思考 |
| 自動化 | 判断不可 | 人が最終決定 |
| 精度 | 過信 | 測定と設計を分離 |
| 対象物黒系 レーザ式スキャン |
対象物内部 CTスキャン式 |
工場現場 ハンディ式 |
|---|---|---|
 |
 |
 |
補足:応用上の問題
| 用途 | 問題点例 |
|---|---|
| リバースエンジニアリング | CAD化との整合性、幾何誤差補正の難しさ |
| 品質検査・寸法検査 | 測定基準や許容誤差の適用、環境差異の影響 |
| 大型構造物のスキャン | ポータブル性・スキャン時間・分割データの統合困難 |
対応策の一例
・マットスプレー塗布:透明や光沢の表面をスキャン可能にする。光沢・透明・黒色など測定しにくい表面に微細な白色粉体を付着させ、反射や透過を抑えて正確な形状データ(点群)を取得するための前処理です。工業用途(リバースエンジニアリング・金型測定・品質検査)ではほぼ必須の工程といえます。
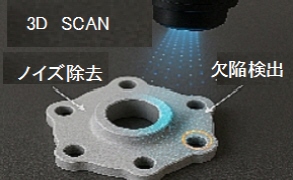
・自動化とAI活用:ノイズ除去や欠陥検出などの工程でAIによる効率化。人による「見る・探す・判断」が不要、夜間・無人検査ライン対応、デジタルツイン/品質DBと連携可能。
・マルチセンサー統合:レーザー+フォトグラメトリなどの複合手法。異なる特性を持つ複数センサーのデータを統合し、単一センサーでは得られない精度・網羅性・信頼性を実現する技術。
| マットスプレー塗布:形状を捉え難かった光沢面や透過面もデジタル化 | 自動化とAI活用:スキャンデータ処理や品質検査の自動化で効果を発揮 | AIによる効率化:機械学習を活用して生産スケジュールを最適化 |
|---|---|---|
 |
 |
 |
| <トップページへ> |
お問合せはこちら
会社概要
| 社名 | アポロ株式会社 |
| 住所 | 〒440-0806 愛知県豊橋市八町通五丁目11番地 |
| 事業内容 | リバースエンジニアリング、3Dスキャン、3Dデジタイジング、3D-CAD |