レーザー式スキャンの原理
レーザー光を対象物に照射し、その反射光から距離を求め、表面の3次元座標を連続的に取得することです。取得した多数の点は点群データとなり、そこから形状確認、寸法測定、メッシュ化、CAD化へつながります。
基本の流れは次のようになります。
①レーザーを照射
工業用レーザスキャンは、対象物にレーザーを照射し、その反射光を高精度に読み取ることで形状や寸法を取得する計測技術です。複雑な曲面や細かな凹凸も非接触で測定でき、部品検査、品質管理、リバースエンジニアリングなどに活用されます。短時間で広範囲を測定できるため、製造現場の効率化と精度向上に大きく貢献します。
②対象物で反射
照射したレーザー光が対象物の表面で反射し、その戻り方をセンサーで検出して形状を測定します。反射光の位置や時間差、角度の変化を解析することで、対象物の寸法や表面形状を高精度に把握できます。複雑な形状や細部の測定にも対応でき、品質検査や部品解析、3次元データ作成に広く活用されています。
③受光センサーで反射光を検出
工業用レーザスキャンは、レーザーを対象物に照射し、表面で反射した光を受光センサーで検出して形状を計測する技術です。反射光の位置や角度、距離情報を解析することで、複雑な曲面や微細な凹凸も高精度に把握できます。非接触で測定できるため対象物を傷つけにくく、品質検査、寸法測定、リバースエンジニアリングなど幅広い分野で活用されています。
④距離を計算
レーザーを対象物に照射し、表面で反射した光を受光センサーで検出して距離を計算する計測技術です。光の戻る時間や反射角度の変化を解析することで、対象物の位置や形状を高精度に測定できます。
⑤スキャナ角度情報と組み合わせて3D座標化、
という流れです。これを高速に繰り返して、物体表面を面としてではなく、まずは大量の点の集まりとして記録します。
代表的な原理は3つあります。
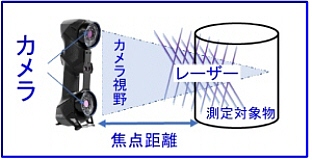
三角測量方式は、レーザーの照射位置と受光センサーの位置関係が既知であることを利用し、反射光がセンサー上のどこに入ったかから距離を求める方式です。近距離で高精度に強く、機械部品や精密形状の計測によく使われます。
ToF(Time of Flight:飛行時間)方式は、レーザーパルスを発射して、反射して戻るまでの時間を測り、光の速度から距離を計算する方式です。広範囲・大物・遠距離の計測に向いており、建築、設備、地形、プラントの計測などで使われます。
位相差方式は、連続的に変調したレーザー光を使い、送信波と反射波の位相のずれから距離を求める方式です。ToFより高密度・高速に測れる場面があり、比較的高精細な点群取得に向きます。
工業用途で見ると、
小型部品・精密部品 → 三角測量方式、
大型設備・建屋・配管群 → ToF方式、
広範囲を比較的高密度に取得 → 位相差方式、
という使い分けが基本です。これは各方式の「精度」「距離」「取得速度」のバランスが異なるためです。
注意点として、レーザー式スキャンは表面しか直接取れないため、内部欠陥の観察には向きません。また、鏡面・黒色・透明体は反射条件が厳しく、ノイズや欠測が出やすいです。複雑形状では死角も発生するため、複数方向からのスキャン合成が必要になります。これはレーザー式が「反射光を使って表面位置を求める」方式だからです。