X線CTスキャン製品内部透視
| X線CTスキャンで内部形状を透視、鋳造品内部にできる空洞や気泡状の欠陥状態を透視例 |
 |
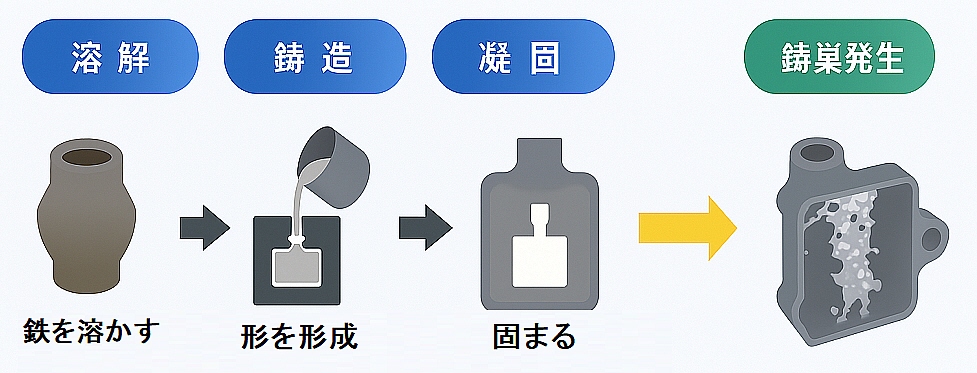
鋳巣について
鋳造(溶けた金属を型に流し込む)工程でよく発生する代表的な鋳造欠陥の一つです。
🔍 鋳巣の概要
鋳巣(blowhole / shrinkage cavity / porosity)とは、鋳物の内部または表面近くにできる小さな穴や空洞のことで、見た目はスポンジ状や点状の空隙として現れます。鋳巣は鋳造後の気密性低下、強度低下、表面欠陥の原因になります。
🧪 主な種類
-
ガス巣(gas porosity)
鋳込み時に**ガス(空気、水蒸気、ガス化した成分など)**が抜け切らず、凝固中に閉じ込められたもの。
- 原因:ガス発生、通気不良、湯流れの乱れ
- 対策:脱ガス処理、乾燥、湯道設計の改善 -
収縮巣(shrinkage cavity)
金属の凝固収縮により、補給される金属が不足してできる空洞。
- 原因:肉厚部での凝固遅れ、押湯不良
- 対策:押湯設計、冷却速度制御、方向性凝固 -
微細鋳巣(micro porosity)
微細な気孔が分散している状態で、外見では判別しづらい。
- 原因:局所的なガス溶解、凝固時の微小収縮
- 検査:X線CT、超音波探傷、比重試験など
⚙️ 発生原因(代表例)
-
溶湯中のガス含有量が多い
-
金型または砂型の通気性が不十分
-
溶湯温度や注湯速度の不適切
-
凝固順序や押湯配置の設計不良
-
冷却速度のバラつき
🧰 対策・防止策
| 対策項目 | 具体的内容 |
| 脱ガス処理 | アルゴン吹込みや真空脱ガスでガス除去 |
| 押湯設計 | 凝固方向を制御し、最後に押湯部が凝固するよう設計 |
| 通気改善 | 砂型・金型の通気性確保、ベント孔設置 |
| 湯口・湯道設計 | スムーズな流動で気泡混入を防止 |
| 温度管理 | 適切な注湯温度と冷却速度を維持 |
🔎 検査方法
-
X線透過検査(RT):内部欠陥の可視化
-
CTスキャン:立体的な鋳巣形状の解析
-
超音波探傷(UT):非破壊で内部欠陥の検出
-
浸透探傷(PT):表面鋳巣の確認
📊 影響と品質評価
鋳巣があると以下のような影響が出ます:
-
機械的強度・疲労寿命の低下
-
加工時の表面破損や気密漏れ
-
製品の外観不良や塗装欠陥
 |
| <トップページへ> |